Three decades ago, when I first walked into a factory as a college intern, it was dominated by smokestacks, assembly lines, manual production processes and labor operated heavy machineries. Between then and now, I’ve witnessed firsthand how digital tools are ushering in a new era of efficiency, innovation, and competitiveness. However, this digital transformation is not a one-time event, but a continuous journey that requires constant adaptation and innovation. When companies embrace digital ways of working, this transformation unleashes a wave of benefits, reshaping how we design, produce, and deliver products. But a true transformation requires more than just adopting new tools and processes, it requires a fundamental shift in mindset, culture, and organization.
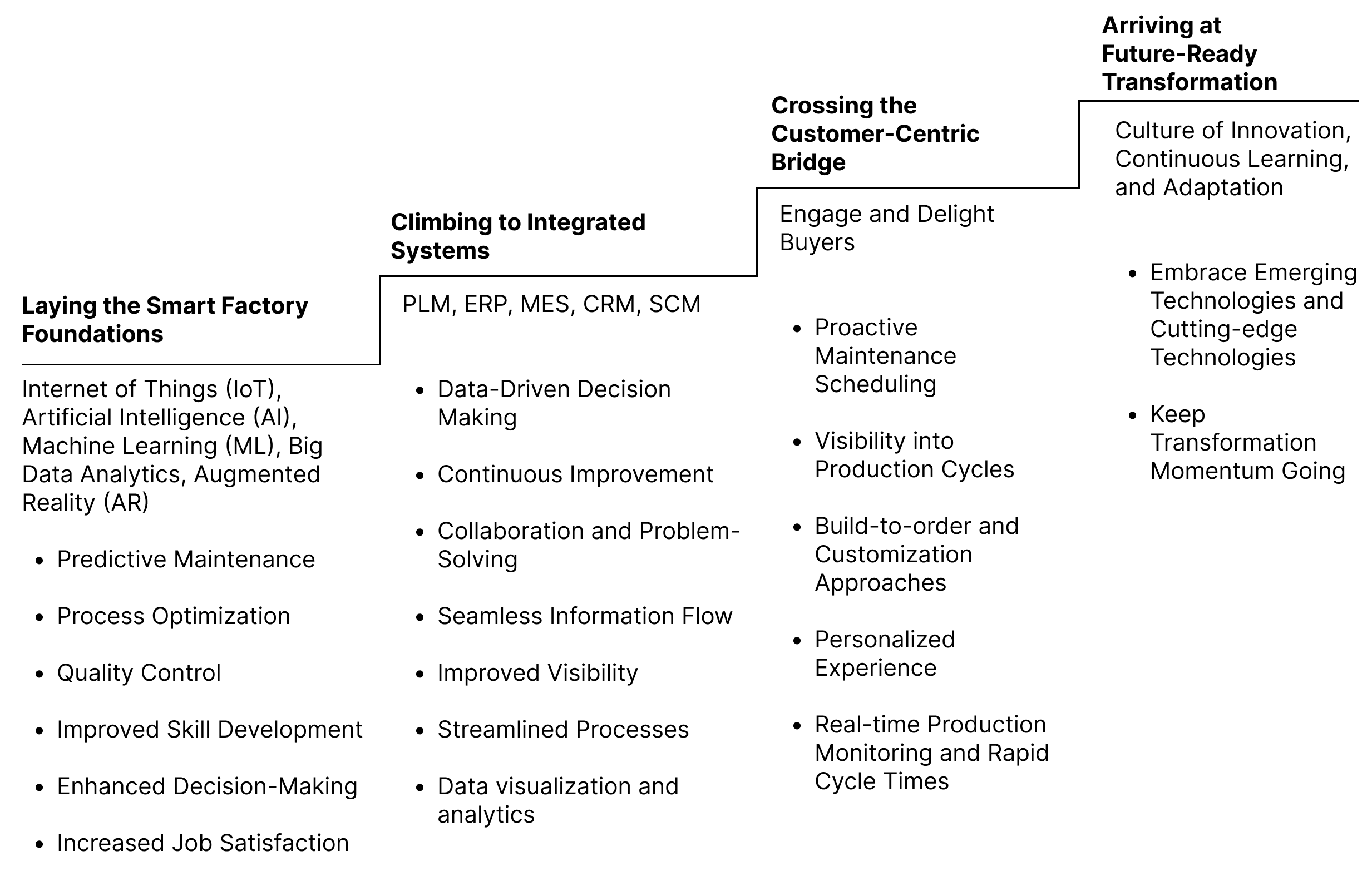
The journey towards a fully realized digital transformation can be compared to ascending a stairway, each step representing a crucial stage in the process. In this essay, I will share a framework, inspired by the McKinsey staircase model, consisting of four key stages, based on my experience as a PLM consultant: Laying the Smart Factory Foundations, Climbing to Integrated Systems, Crossing the Customer-Centric Bridge, and Arriving at Future-Ready Transformation. Each stage represents a level of capability in delivering digital solutions, but the level of maturity of each stage is not a pre-requisite to build on the next one, akin to a stairway construction. I will also provide real-life examples of manufacturers, some of whom I’ve worked with, some publicly available case studies, as well as forward-looking cases, that have successfully progressed through these stages.
Laying the Smart Factory Foundations
Imagine a factory that thinks and acts for itself, using data and intelligence to optimize production, predict maintenance needs, and adapt to real-time changes. This is the Smart Factory. The first step in the journey involves connecting the physical factory floor by harnessing the power of the Internet of Things (IoT), enabled by technologies like Artificial Intelligence (AI), Machine Learning (ML), and Big Data Analytics. This approach of connecting machines, sensors, and devices to generate a wealth of real-time data lays the digital foundation unlocking several capabilities:
By analyzing real-time data from sensors and other monitors installed on critical equipment, manufacturers can detect anomalies and predict potential failures before they occur. This predictive maintenance enables issues to be addressed proactively, minimizing costly downtime. Picture temperature sensors on critical equipment predicting potential overheating, or robotic arms sending maintenance alerts before a breakdown occurs.
The data gathered from machines and systems also provides visibility into production bottlenecks and inefficiencies. Manufacturers can use analytics to optimize the entire production line for improved speed, quality, and yield. For instance, data may reveal that adjusting conveyor belt speeds can increase throughput by x%.
Real-time sensor data can also help ensure product quality consistency by detecting defects and anomalies as they arise on the production line. This allows issues to be addressed immediately rather than during inspection of finished products. For example, sensors can identify microscopic faults in semiconductor wafer production.
Bosch uses AI to analyze sensor data from its production lines, predicting machine failures and preventing costly downtime. This proactive approach ensures smooth operations and consistent product quality.
In addition to equipment connectivity, digital tools can greatly empower the production workforce. Imagine assembly line workers wearing augmented reality (AR) headsets that guide them through complex tasks, or technicians accessing interactive work instructions on their mobile devices. This unlocks several benefits:
By providing immersive, hands-on simulations, AR training accelerates skill building for workers, reducing onboarding time for new hires. Accessing real-time data and insights via AR headsets allows workers to make better decisions on the fly. For example, they can instantly pull up machine diagnostics to troubleshoot issues. Intuitive digital tools and access to data analysis also boosts employee engagement and morale on the factory floor by removing hindrances.
Honeywell provides an excellent case of digital tools transforming factory worker capabilities. By equipping technicians with AR glasses, Honeywell has reduced repair times while making workers safer and more productive.
Climbing to Integrated Systems
The next step in the digital journey involves integrating systems and data across the organization to break down silos and achieve seamless information flow.
Product Lifecycle Management (PLM) manages product data through its lifecycle, while Enterprise Resource Planning (ERP) handles business processes like finance, inventory, and orders. By connecting PLM and ERP systems, manufacturers create a single source of truth that eliminates redundant data entry. Integrating them ensures all teams have access to the latest product and order information in real-time.
This ecosystem can be further enriched by integrating other platforms like manufacturing execution systems (MES) for production data, supply chain management (SCM) for optimizing logistics, and customer relationship management (CRM) to connect with consumers. The goal is an integrated digital thread that unites systems across departments.
Just as important as integrating platforms is building a data-driven culture. Harnessing the power of data through visualization tools and analytics translates raw numbers into meaningful insights that inform decisions. Real-time dashboards can display production line performance, identifying bottlenecks quickly so adjustments can be made. This enables evidence-based decision making rather than gut instinct for critical choices like resource allocation and production planning. Trend analysis also empowers continuous improvement by revealing areas needing optimization. When data is shared across departments, it fosters collaboration and collective problem solving.
Schneider Electric provides a prime example of data-driven manufacturing. By leveraging energy consumption analytics across its factories, Schneider reduced energy consumption & carbon emissions and optimized production energy demand.
Siloed systems with fragmented data prevent factories from reaching their potential. Breaking these barriers down through integration ensures seamless information flow from order intake to product delivery. Ford Motor Company integrated its systems directly with equipments on the shop floor. This enabled reduction in lead times and increased customer satisfaction.
Crossing the Customer-Centric Bridge
While operational gains are table stakes in digital transformation, a customer-centric focus is equally crucial for commercial success.
Building a customer-centric bridge between the factory floor and the front office unlocks new ways to engage and delight buyers. For example, Tesla vehicles are packed with sensors streaming real-time telemetry data. This gives their factories visibility into production cycles. Tesla assigns a unique reservation number to each customer to indicate their place in line and to provide delivery updates to eager customers awaiting their vehicles. Sensor data from operating cars also enables Tesla to proactively schedule maintenance based on usage and mileage.
Shorter lead times from lean, data-driven production also enable build-to-order and customization approaches. Nike allows customers to personalize their shoes online, with the design data flowing straight to manufacturing. This personalized experience boosts satisfaction and loyalty.
Real-time production monitoring and rapid cycle times allow manufacturers to respond swiftly to customer demands. For instance, analyzing sales trends and order data could reveal an uptick in demand for certain product configurations or features. The production line can then be adjusted to prioritize these customized orders.
GE Aviation equips jet engines with IoT sensors to monitor performance during flight. This data predicts potential issues before they occur, driving preventative maintenance. The results are dramatically reduced in-flight shutdowns and safety risks. This not only saves millions in maintenance costs, but also provides peace of mind for aircraft manufacturers and customers.
Arriving at Future-Ready Transformation
Reaching this advanced phase signifies leading manufacturers have connected production equipment, orchestrated systems, optimized processes, and elevated customer centricity. But, digital transformation is not a destination, but an ongoing journey. By fostering a culture of innovation, continuous learning, and adaptation, you ensure your manufacturing ecosystem remains future-proof.
Be prepared to embrace emerging technologies like: additive manufacturing methods like 3D printing allow for on-demand production of complex parts, reducing lead times and material waste. Digital twin technology creates virtual replicas of physical assets, enabling simulations for design and proactive maintenance based on real-world performance data. And blockchain securely tracks materials, products, and processes across the supply chain, bringing new levels of transparency and trust.
Pilot projects with cutting-edge technologies keeps transformation momentum going. Whether experimenting with cobots, industrial metaverse applications, sustainable materials, or self-diagnosing machinery, the future remains a moving target. Manufacturers must stay agile and open to change.